

電主軸是在數控機床領域出現的將機床主軸與主軸電機融為一體的新技術,,它與直線電機技術,、高速刀具技術一起,把高速加工推向一個新時代,。
電主軸包括電主軸本身及其附件,,包括電主軸、高頻變頻裝置,、油霧潤滑器,、冷卻裝置、內置編碼器,、換刀裝置等,。電動機的轉子直接作為機床的主軸,,主軸單元的殼體就是電動機機座,并且配合其他零部件,,實現電動機與機床主軸的一體化,。這種主軸電動機與機床主軸“合二為一”的傳動結構形式,使主軸部件從機床的傳動系統和整體結構中相對獨立出來,,因此可做成“主軸單元”,,俗稱“電主軸”(Electricspindle),特性為高轉速、高精度,、低噪音,、慣性小、重量輕,、響應快,、功率大。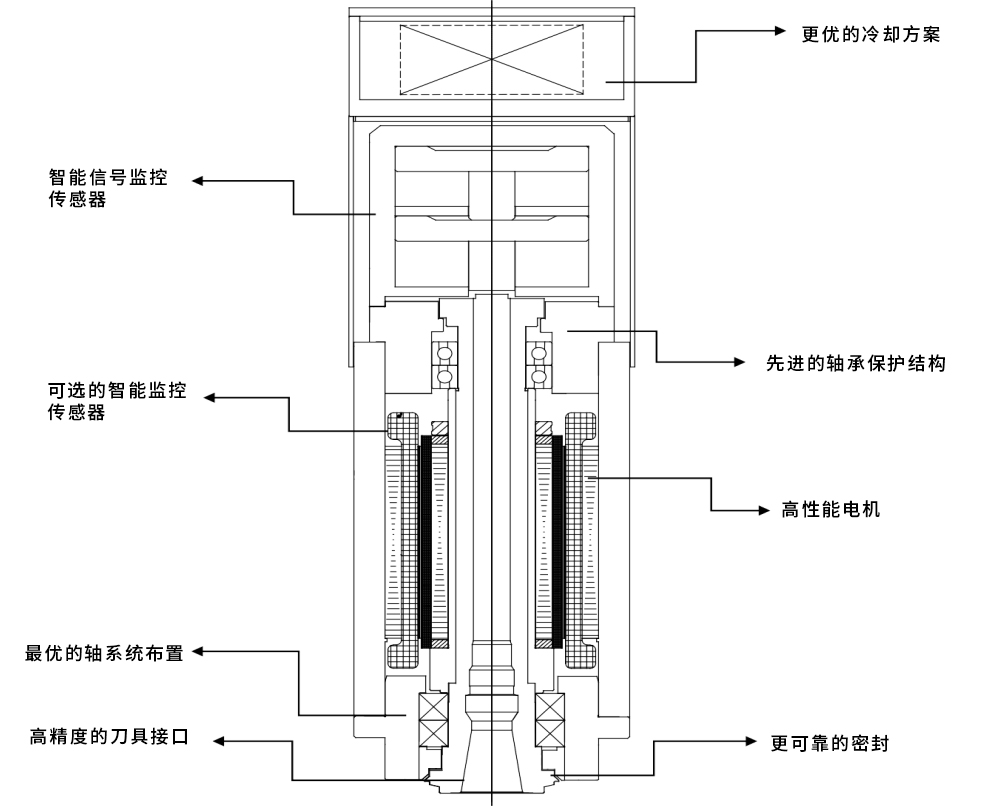
歐亞特機械將電主軸應用到高速數控機床的設計中,,取消了帶輪傳動和齒輪傳動的機械主軸結構,,使機床整體結構得到極大簡化。電主軸的內裝式電動機直接驅動,,將機床主軸的傳動鏈長度縮短為零,,實現了機床的高轉速與高精度。

電主軸作為數控機床的核心部件,,應當正確使用及維護,,才能使機床壽命更長,加工效率更高,。
安全注意事項:
1)非專業(yè)技術人員禁止設置,、拆卸或修理電主軸。
2)通過對電主軸溫度,、振動,、異響、噪音等的監(jiān)測,,可以判斷主軸運轉是否正常,。如果出現異常,請立即停機,,并通知機修人員,。
3)電主軸運轉時,旋轉部件會產生巨大離心力,,操作人員必須開啟機床安全防護裝置,。
4)嚴禁超出電主軸規(guī)定的技術參數操作,否則會造成不可預期的嚴重后果。
5)禁止使用吹塵槍向主軸鼻端吹氣,,避免異物進入主軸內部,,損壞主軸。
6)壓縮空氣壓力須保證在0.6~0.8Mpa內,,且空氣必須保持干燥純凈,。
刀柄:
1)根據不同的加工特點,配備合適的刀柄,,并按規(guī)定要求使用,,才能發(fā)揮主軸最佳性能,。
2)啟動前確認刀柄型號是否正確,,并確保螺母及其他附件安裝可靠。床操作員必須將筒夾的螺帽擰下,,不能使用直接插拔刀具的方式換刀,,以免刀具飛出。
3)檢查刀具接觸面是否清潔,,夾刀之后檢查刀具裝夾是否到位,。
4)刀柄必須經過動平衡檢測,否則會導致電主軸振動過大,,使主軸精度降低,,嚴重時造成機床損壞。

主軸運轉:
1)啟動前須測試急停按鈕是否正常工作,,加工過程中如遇緊急情況,,請立即按下急停按鈕。
2)實時檢測拉刀信號,,主軸運轉時必須要有拉刀信號,,且在主軸未完全停止旋轉前禁止換刀操作。
3)刀具沒有固定,,嚴禁啟動主軸,,否則會危及操作人員。
4)主軸運行過程中,,嚴禁觸摸其旋轉部位,。
5)應根據型材厚度、加工工藝,、截面形狀,、材質等設置合適的主軸轉速和進給速度,防止刀具折斷傷人,。

熱機運轉:
1)步驟一:運行最高轉速的25%,,運行5分鐘。
2)步驟二:運行最高轉速的50%,運行5分鐘,。
3)步驟三:運行最高轉速的75%,,運行20分鐘。

電主軸的維護和保養(yǎng)事項:
1)電主軸維護過程中,,必須保證電主軸與電源斷開并絕緣,,電主軸必須完全停止旋轉。
2)常見故障及補救措施

刀柄及錐孔的維護和保養(yǎng)事項:
1)鋁屑會與油、水等物混合板結,,影響吹塵效果,,造成工作環(huán)境惡化。請隨時保持刀柄錐面及主軸錐孔清潔,,沒有水,、灰塵、油脂(油塊),、鋁屑或其他雜物,。
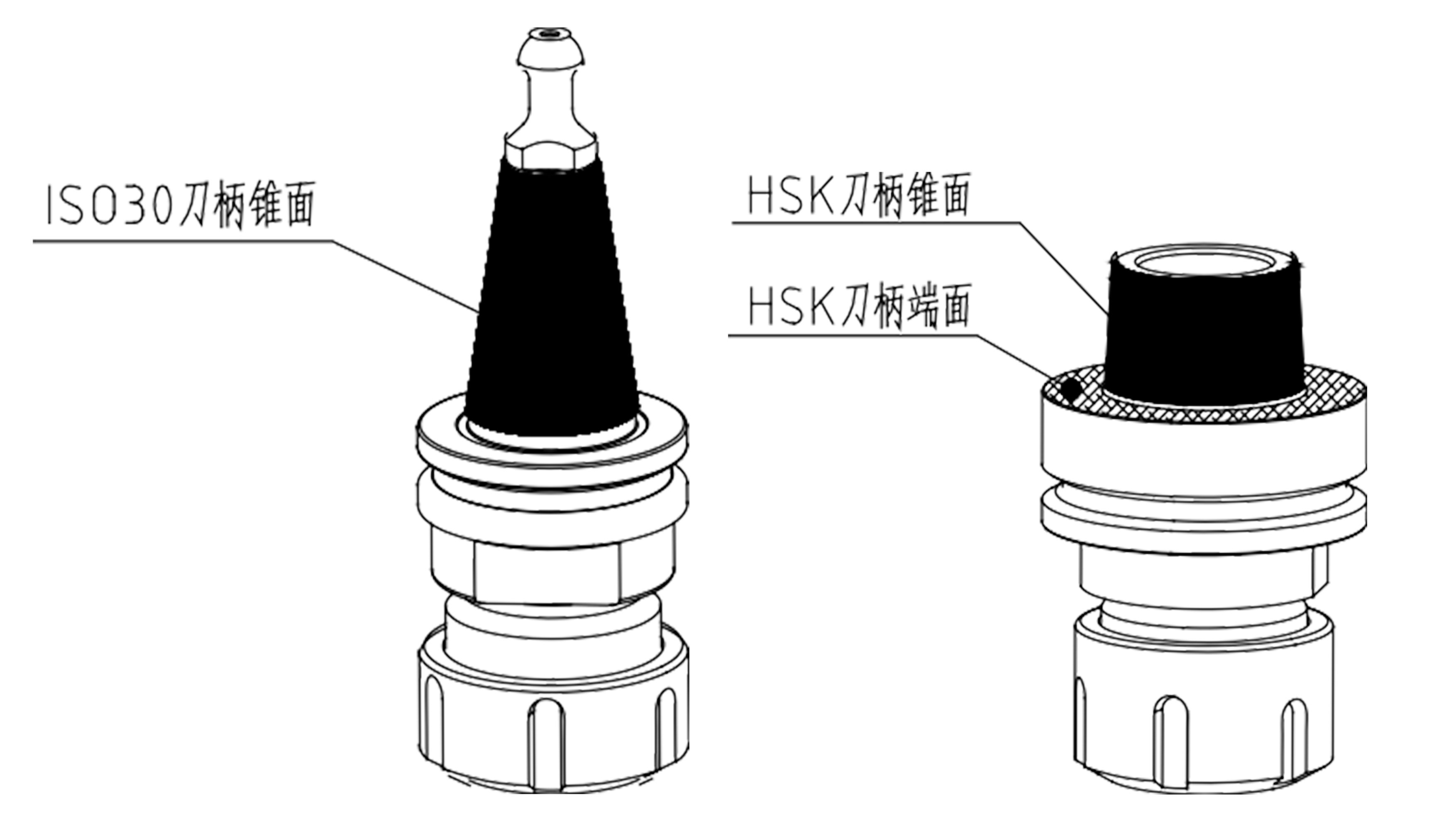


2)主軸在惡劣工作環(huán)境下,刀柄錐孔易進鋁屑,,每日工作完成后須對刀柄錐面及旋轉軸錐孔進行清潔,,以免影響換刀操作或造成主軸卡滯損壞。長時間停機時需做好錐孔防銹處理,。推薦使用專用清潔棒完成錐孔清潔,。清潔完錐孔后需抹上少許潤滑脂以提升換刀效率。


3)每周對筒夾及配合面處進行清洗維護,,維護時可采用酒精進行擦拭,。
4)每兩周使用蘸有乙醇的干凈軟布仔細清潔刀柄的圓錐表面。清理完畢后,,在圓錐表面上噴涂除銹劑,,并使用一塊干凈抹布將其涂抹均勻。
5)對于HSK刀柄,,為了保持筒夾的高效率,,請每月在旋轉軸錐孔涂抹潤滑脂。潤滑脂涂抹完畢后,,進行數次換刀步驟,,使錐孔表面形成均勻的油脂層,,然后從主軸上取下刀柄,用一塊干凈抹布抹去可見脂塊(過多潤滑脂可能會導致主軸及刀柄的損壞),。

冷卻系統的維護和保養(yǎng)事項:
1)由于電主軸將電機集成于主軸單元中,,且轉速很高,運轉時會產生大量熱量,,引起電主軸升溫,,使電主軸的熱態(tài)特性和動態(tài)特性變差,從而影響電主軸的正常工作,。歐亞特機械在機床設計中配備水冷機的強制冷卻機構,,對電主軸的定子及主軸軸承進行冷卻,使電主軸的溫度恒定在一定范圍內,。因此,,在日常使用中,應特別關注冷卻機構是否正常工作,。
2)實時監(jiān)控水冷機水位是否正常,,如低于規(guī)定的水位,,請按正確的方法及時進行補充,。
3)每周查看冷卻水液面,是否存在水垢,、漂浮物,。如果存在請按正確的方法及時更換。

廣東歐亞特機械設備有限公司
OYT Machine Equipment Co.,Ltd. 0758-6628618
0758-6628618
 地址:
電話:
地址:
電話:
 QQ:
QQ:
 郵箱:
郵箱:
 網站:
網站:

公眾號二維碼


 粵公網安備 44060502001502號
粵公網安備 44060502001502號